

こんにちは、測定ナビ運営者のkuniです。
金属加工や機械の組み立てなど、精密なものづくりの現場において、内径を正確に測定することは極めて重要です。
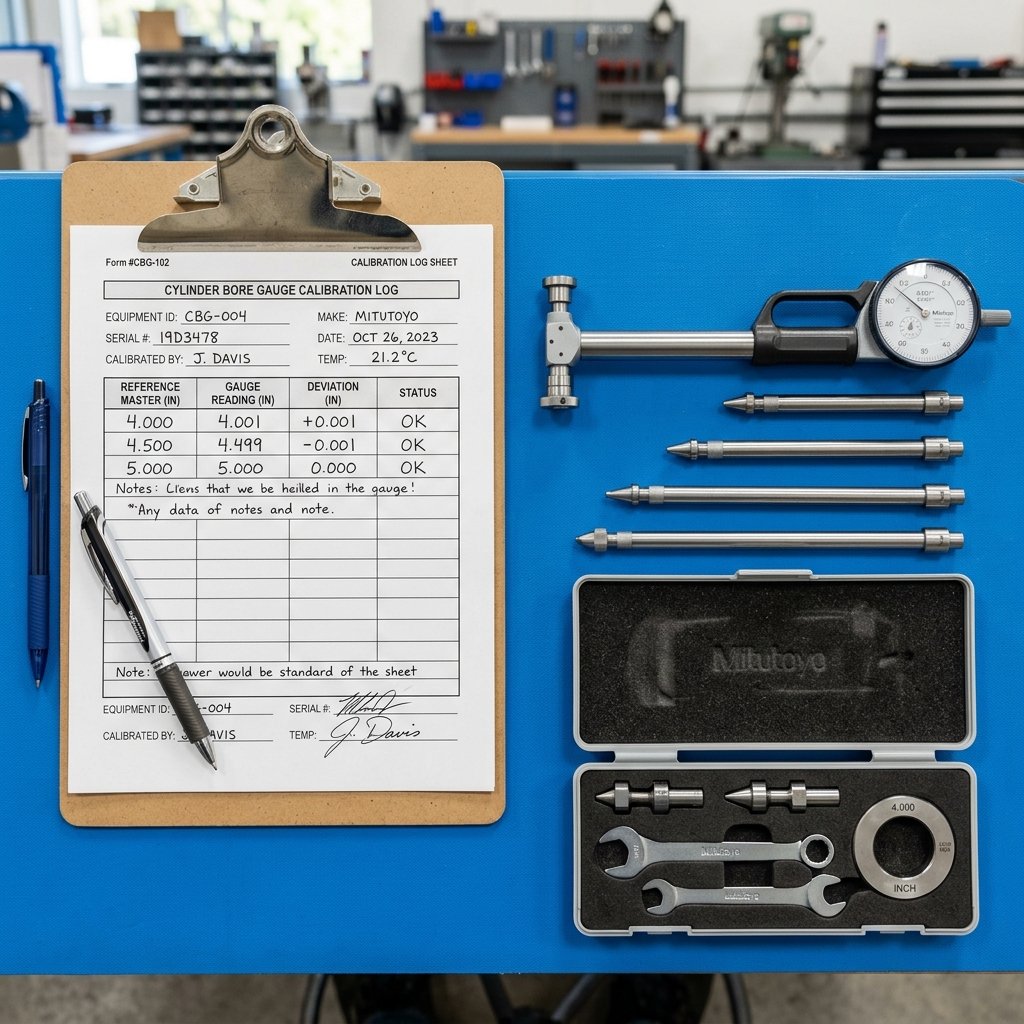
その内径測定の主役とも言えるのが、シリンダーゲージ(シリンダゲージ)ですね。
シリンダーゲージは、数ミクロンという極めて小さな誤差を検出できる非常に便利な測定工具です。
しかし、日々の作業を進める中で、「なぜか測定値がばらつく」「測定するたびに値が変わるような気がする」といった悩みを抱えることはありませんか。
シリンダーゲージは非常にデリケートな比較測定器であるため、適切なメンテナンスや定期的な精度チェックを怠ると、知らないうちに大きな測定誤差が発生してしまいます。
加工寸法が公差から外れていることに気づかないまま作業を続けてしまうと、後工程での組立不良や、最悪の場合は市場への不良品流出といった深刻なトラブルに発展しかねません。
測定値の信頼性をしっかりと維持し、現場での手戻りや品質不良を防ぐためには、日々の点検と正しい手順に基づく校正・調整が不可欠です。
この記事では、シリンダーゲージを長く正確に使うための日常点検の基本から、ブロックゲージやマスタリングを用いた具体的な校正・調整手順までをわかりやすく解説します。
精度のズレを防ぐためのメンテナンス方法を身につけ、信頼性の高い測定環境を整えていきましょう。
- 1測定のズレを防ぐシリンダーゲージの校正方等
- 2日常点検と定期検査の具体的なやり方が理解等
- 3ブロックゲージやマスタリングを使った調整等
- 4精度を維持するための適切な保管とメンテナ等
シリンダーゲージの校正で測定誤差を防ぐ理由
シリンダーゲージは、測定対象物の内径に測定子を当てて、基準となる寸法からの差をダイヤルゲージで読み取る「比較測定器」に分類されます。
この仕組みゆえに、基準となるゼロ点の位置や、ゲージ内部のリンク機構に少しでも狂いがあれば、すべての測定結果にその誤差がダイレクトに上乗せされてしまいます。
測定器自体の精度を正しく管理し、測定誤差を防ぐためには、まず「なぜ精度が狂うのか」という根本的な原因を知る必要があります。
ここでは、精度低下の引き金となる要因や、定期的な校正と精度チェックが現場においてどのような役割を果たすのかを詳しく見ていきましょう。
シリンダーゲージの精度が低下する主な原因
シリンダーゲージの精度が低下する最大の原因は、測定対象物と直接接触する「測定子(アンビル)」の摩耗です。
測定子はワークの金属内壁に何度も擦り当てられるため、長期間の使用によって先端の球形状が徐々に削れ、平らになっていきます。
先端が変形すると、ワークとの接触点が変化し、実際の寸法よりも小さな値を表示してしまうなどの測定誤差が発生します。
また、シリンダーゲージ内部には、測定子の直線運動を直角方向の動きに変えてダイヤルゲージに伝える「カム」や「レバー」などの微細なリンク機構が内蔵されています。
この機構部分に切削油や加工粉、チリやホコリが入り込むと、摩擦抵抗が増大してスピンドルの動きが渋くなり、正確な測定力を維持できなくなります。
さらに、温度変化による測定器の熱膨張も精度低下の大きな原因です。
金属は温まると膨張し、冷えると収縮する性質を持っているため、測定環境の温度が適切に保たれていない場合や、測定器を素手で長く持ち続けて体温が伝わった場合にも、数ミクロンレベルで寸法変化が起きてしまいます。
日常的なシリンダーゲージの点検でズレを防ぐ
加工ラインや組立ラインでの測定精度を常に一定に保つためには、毎日の作業開始前や段取り替えの際に行う日常点検が極めて効果的です。
まず行うべき日常点検は、シリンダーゲージの「機械的な動きのスムーズさ」を確認することです。
測定子を指で軽く数回押し込んでみて、引っかかりやザラつき感がなく、指を離した瞬間に滑らかに元の位置へ戻るかをチェックします。
このとき、ダイヤルゲージの指針も測定子の動きに追従してスムーズに回転し、測定子が元の位置に戻ったときに指針も元の位置(基点)にピタッと止まるかを確認してください。
もし戻り位置にばらつきがある場合は、内部の機構が汚れているか、ダイヤルゲージ自体のスピンドルが曲がっている可能性があります。
さらに、交換ロッドやワッシャーを固定するネジ部分に緩みがないか、測定子自体にガタつきが生じていないかも入念に確認しましょう。
ネジのわずかな緩みは、測定時にガタつきとなって現れ、数ミクロンの不規則な測定エラーを引き起こす主要な原因となります。
定期検査とシリダゲージの校正を行うメリット
毎日の簡易的なチェックに加えて、社内の規定に基づき、一定のサイクル(半期や年単位)で実施する「シリダゲージ」の校正は、測定値の信頼性を客観的に保証するために必須です。
定期的に検査と校正を行い、その記録を保存しておくことで、社内の測定結果が国家レベルの基準にしっかりと繋がっていること(トレーサビリティ)を証明できます。
これは、取引先や顧客に対して製品の品質を保証するための最大の根拠となり、企業の信頼性を強固なものにします。
ISO9001などの国際的な品質管理マネジメントシステムを導入している組織においては、測定機器の校正体制が確立されているかどうかが厳しく審査されます。
また、定期検査を適切に行うことで、経年劣化による微細な部品の変形や、摩耗の進行度合いを早期に発見できるという技術的なメリットもあります。
早期に不具合を発見できれば、本格的な破損に至る前に測定子や交換ロッドの交換といった最小限のメンテナンスで済むため、結果として突発的なライン停止を防ぎ、測定器のライフサイクルコストを大幅に抑えることができます。
測定値の狂いを放置するリスクと製品への影響
もしシリンダーゲージの測定値のズレや精度低下に気づかないまま、あるいは「これくらいなら大丈夫だろう」と放置して測定を継続すると、深刻なトラブルを招く恐れがあります。
最悪のシナリオは、本来ならば寸法公差を外れているはずの規格不良品を「良品」と誤判定し、そのまま出荷してしまうケースです。
特にベアリングの圧入穴や、エンジンのシリンダー内径、油圧バルブの摺動孔といった精密な嵌合(かんごう)が求められる箇所では、わずか数ミクロンのズレが製品寿命の短縮や異音の発生、作動油の液漏れといった致命的な不具合に直結します。
出荷後にこれらの問題が発覚した場合、製品の回収作業や代替品の無償提供、さらには原因究明のための報告書作成など、膨大な経済的・時間的コストが発生します。
それ以上に、一度「粗悪な製品を作るメーカーだ」というイメージを持たれてしまうと、長年築き上げてきた企業のブランドイメージや顧客からの信用を一瞬にして失うことになります。
また、逆に「良品」であるはずの製品を「不良品」と誤判定してしまう場合もあり、この場合は不要な手直し作業や廃棄ロスの増加により、工場の生産性を著しく悪化させる要因となります。
校正頻度の目安と適切な保管方法のポイント
シリンダーゲージを常に万全の状態で使用し続けるためには、測定器ごとの使用頻度や現場環境に合わせた適切な校正周期を設定することが不可欠です。
一般的な製造現場においては、毎日のようにフル稼働させている測定器であれば「6ヶ月」、使用頻度が比較的少ないものであれば「1年」を一つの校正周期として運用することが推奨されます。
ただし、これらの設定周期はあくまで目安であり、過去の校正履歴から「精度変化の度合い」を分析し、自社に最適な頻度へカスタマイズすることが望ましいと言えます。
もし使用中に落下させてしまったり、ワークに強くぶつけてしまったりした場合は、設定された校正期限に関わらず、直ちに使用を中止して臨時の校正と点検を実施してください。
また、測定の精度を維持するためには、使用していない時間帯における保管環境と保管方法も極めて重要な要素です。
使用後のシリンダーゲージは、まずワークの削り粉や手の脂などを、無水エタノールを含ませた柔らかい布できれいに拭き取ります。
その後、錆を防ぐための防錆油を薄く塗布し、専用の収納ケース(木箱など)に収めて保管します。
保管場所としては、直射日光が当たらない場所、湿気が少なく結露の恐れがない場所、そして振動のない安定した棚などを選ぶようにしてください。
保管のワンポイントアドバイス
シリンダーゲージを立てかけたまま保管すると、自重や揺れによってスピンドルに余計な負荷がかかることがあります。
必ず横に寝かせた状態で、専用ケース内のクッションの上に静かに配置して保管するように心がけましょう。
シリンダーゲージの校正と調整の手順を解説
シリンダーゲージの校正と精度点検は、正しい手順を正確に踏むことで、誰が作業しても同じ再現性の高い結果を得ることができます。
校正作業を行う前には、測定器や基準器が周囲の温度に十分になじんでいるかを確認することが何よりも重要です。
ここでは、ブロックゲージやマスタリングを用いた具体的な校正・調整の手順と、現場で作業を行う際のポイントをステップバイステップで詳しく解説していきます。
基準器となるブロックゲージを用いた校正手順
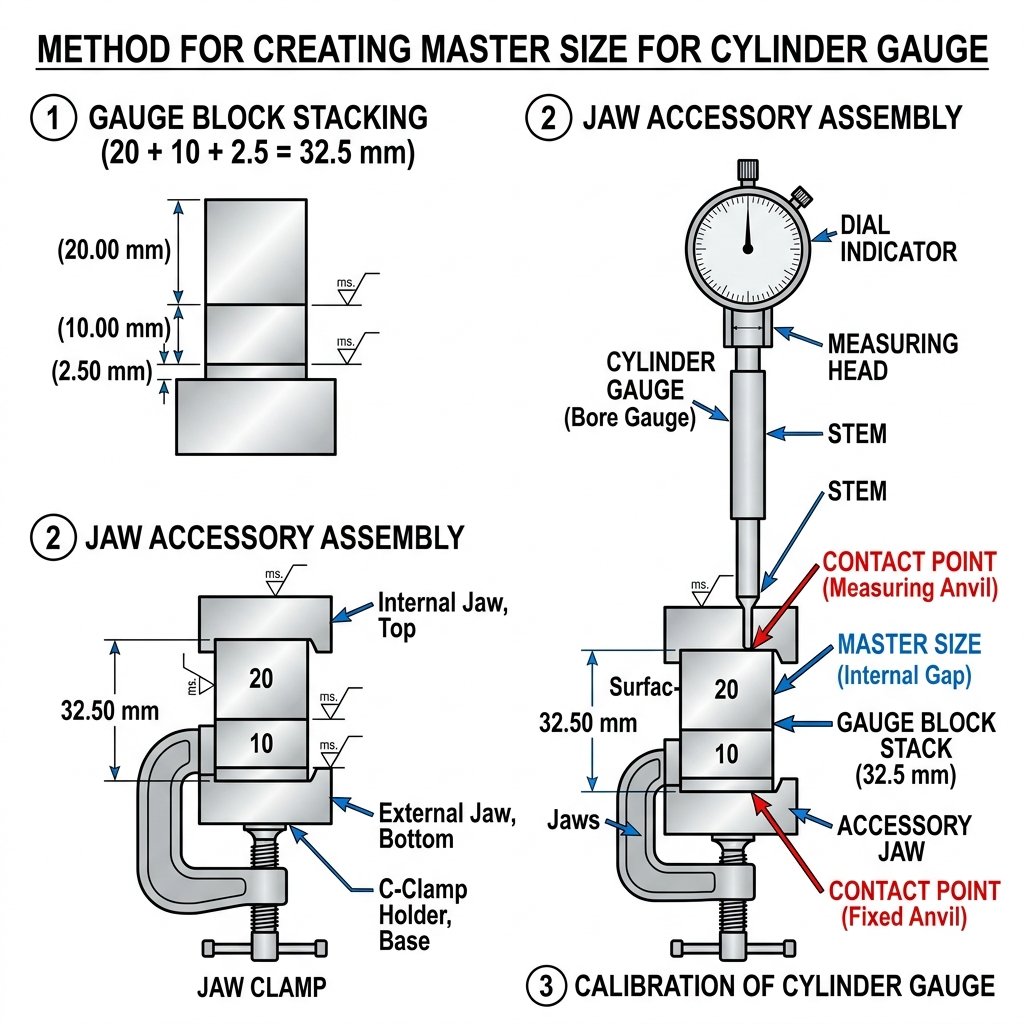
ブロックゲージを用いた校正は、任意の内径寸法を自在に作り出せるため、シリンダーゲージの精度チェックにおいて最も一般的で信頼性の高い方法です。
まず、校正を行いたい目標寸法に合わせ、いくつかのブロックゲージを選択します。
選択したブロックゲージの測定面を綺麗に清掃し、ほこりや油分を取り除いた後、滑らせるように重ね合わせて密着させる「リンギング」を行います。
リンギングによって隙間のない正確な寸法が作られたら、それを専用のホルダーやジョウで固定し、内側を測定できる「基準隙間(測定幅)」を構築します。
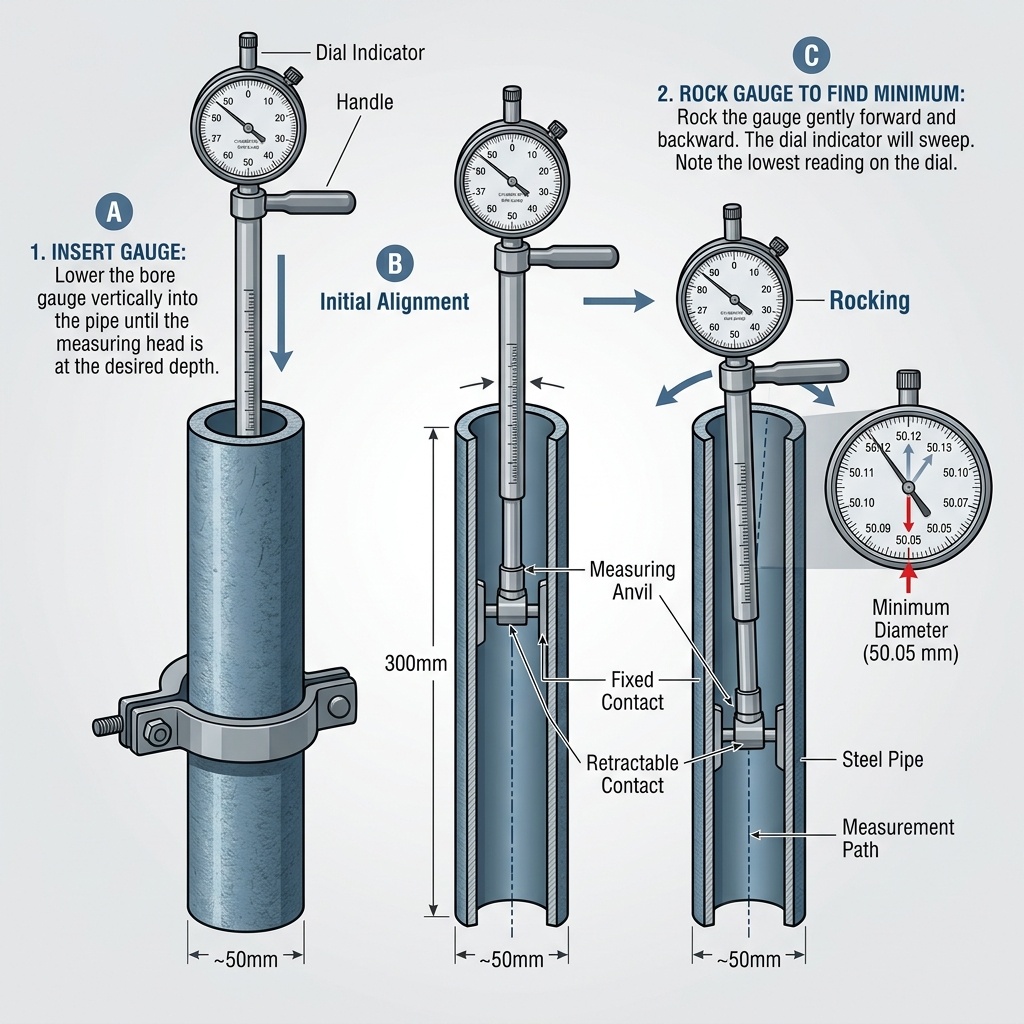
この隙間にシリンダーゲージの測定子部分を垂直に挿入し、ゲージ本体をゆっくりと左右に傾けながら、ダイヤルゲージの針の振れを観察します。
このとき、最も針が進んだ(または戻った)折り返し点の値を読み取ることで、ブロックゲージの寸法とシリンダーゲージの指示値との差を正確に測定できます。
注意点として、ブロックゲージやホルダーを素手で長く持ち続けると、手の熱(約36度)が伝わり、金属が熱膨張して寸法が狂ってしまいます。
必ずピンセットや手袋を使用するか、または必要最低限の時間だけ触るように徹底して作業を進めてください。
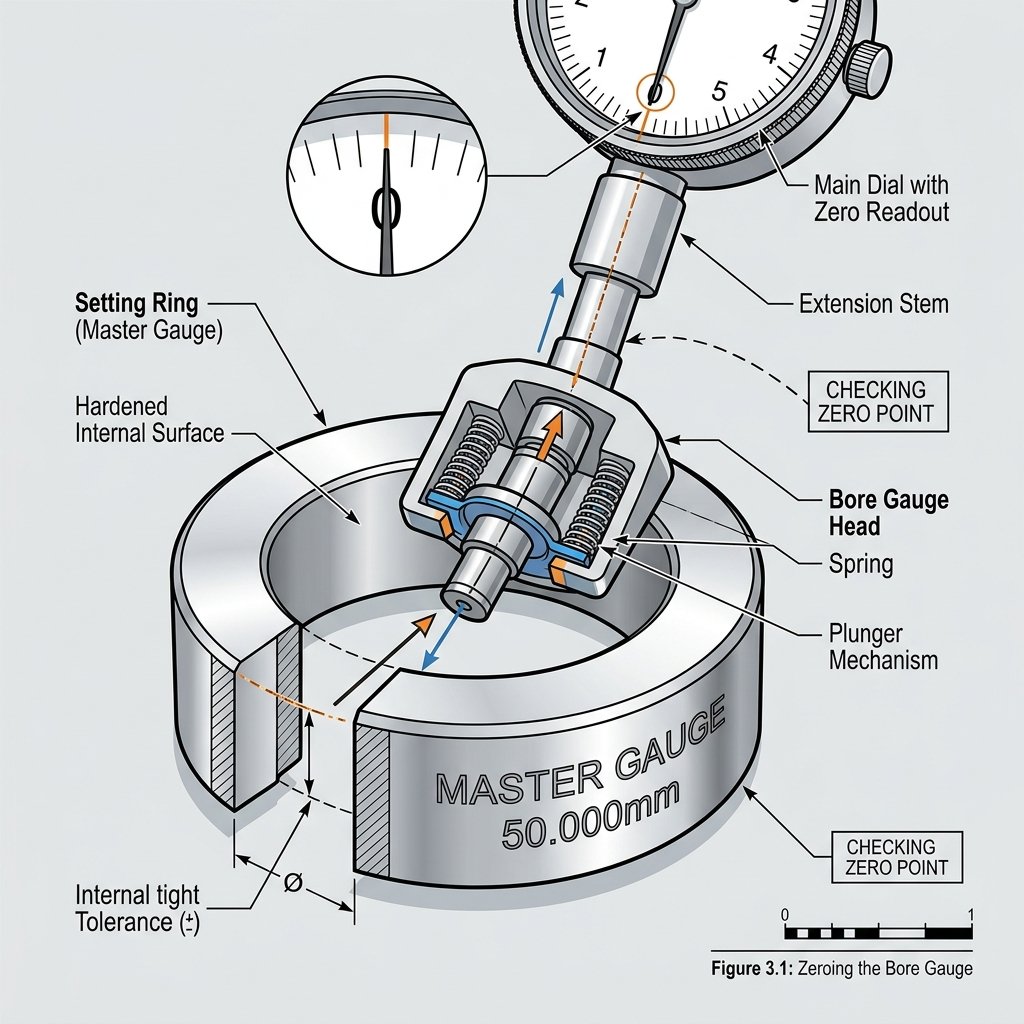
専用のマスタリングを使用した外径の比較方法
マスタリング(基準リングゲージ)を使用した校正は、あらかじめ内径の寸法が厳密に定められたリング状のゲージを用いる方法です。
ブロックゲージのように複数のゲージを組み合わせる手間が不要なため、測定現場において迅速に精度チェックを行いたい場合に最適です。
マスタリングの内面には、設計された基準寸法(例:φ50.000mmなど)が刻印されており、その値に合わせてシリンダーゲージをセットします。
測定子はマスタリングの真円の形状に沿って差し込み、中心を通る最狭点(ダイヤルゲージの針が折り返す点)を見つけ出します。
マスタリングを用いた校正は非常にシンプルでヒューマンエラーが起きにくいため、毎日の始業前点検として広く採用されています。
ただし、マスタリング自体も長期的な使用によって内面が摩耗したり、錆が発生したりすることがあるため、マスタリング自身の定期的な校正管理も怠ってはなりません。
ダイヤルゲージのゼロ点調整を正しく行うコツ
シリンダーゲージによる比較測定を正確に行うためには、測定前の「ゼロ点調整(基点合わせ)」の出来栄えが測定の良し悪しを左右します。
基準器(ブロックゲージの隙間またはマスタリング)に測定子を挿入したら、本体を測定方向に沿って前後にゆっくりと揺動させます。
このとき、ダイヤルゲージの長針の動きをよく観察すると、針がある位置まで時計回りに進んだ後、逆方向へ戻り始めるポイントがあります。
この「針の動きが反転する折り返し点」こそが、測定子が基準器に対して完全に垂直になり、最も狭い内径を捉えている瞬間(最狭点)です。
針の折り返し点が確認できたら、その反転するポイントで、ダイヤルゲージの外枠(目盛板)を回して、目盛の「0」を長針にピタッと合わせます。
目盛を合わせたら、再度シリンダーゲージを前後に揺動させ、針が必ず「0」の位置で正確に反転することを確認してください。
この調整を何度か繰り返し、指針の折り返し点が「0」から絶対にブレない状態を作るのが、ゼロ点調整を正確に行う最大のコツです。
測定子の摩耗チェックと交換時期の判断基準
シリンダーゲージの先端にある測定子は、ワークと物理的に接触し続けるため、時間の経過とともに確実に摩耗していく消耗品です。
新品の測定子の先端はきれいな球状(R形状)をしていますが、摩耗が進むと先端が平らになったり、不規則な形に変形したりします。
先端が平らになると、測定時にワークの内壁と点接触ではなく面接触することになり、測定の傾きに対して値が敏感に変化してしまいます。
これにより、同じ箇所を測っているにも関わらず、測定するたびに値が数ミクロン単位でばらつく原因になります。
測定子の摩耗状態をチェックする際は、ルーペや投影機などを用いて先端の形状を目視で確認するほか、基準器での基点合わせが安定するかどうかで判断します。
もしゼロ点調整時に針の折り返し点がぼやけたり、値の再現性が悪くなったりした場合は、測定子の限界と判断して速やかに交換ロッドを新しいものに交換しましょう。
測定子交換時の注意点
測定子を新しいものに交換した直後は、全体の寸法バランスが変化している可能性があります。
交換作業を行った後は、必ずブロックゲージやマスタリングを用いて、最初からゼロ点調整と校正を行いましょう。

校正証明書の取得方法と社内運用における注意点
企業としての信頼性を対外的にアピールするため、またISO等の規格に対応するためには、メーカーや専門の校正事業者に校正を依頼し、「校正証明書」を取得する必要があります。
外部に校正を依頼すると、国家標準とのつながりを示す「トレーサビリティ体系図」や「検査成績書」が発行され、客観的な精度保証が可能になります。
社内でこれらを運用する際は、単に証明書を保管するだけでなく、測定器ごとの「校正管理台帳」を作成し、次回校正日をカレンダー等で一元管理することが鉄則です。
また、校正が完了したシリンダーゲージ本体には、一目で校正状態が判別できる「校正済ラベル(有効期限が明記されたシール)」を必ず貼り付けてください。
これにより、現場の作業者が誤って有効期限の切れた(精度が保証されていない)測定器を使用してしまうという、人為的な管理ミスを完全に防ぐことができます。
精度の高い測定を維持するためには、信頼できるメーカーのシリンダーゲージやブロックゲージが必要です。
ミツトヨ製のシリンダーゲージや、校正に必要な各種測定基準具は以下のリンクから確認できます。
シリンダーゲージの校正とメンテナンスのまとめ
シリンダーゲージの校正や日常の精度チェックは、単なる測定器の手入れに留まらず、現場のものづくりの品質そのものを支える極めて重要な基盤です。
ブロックゲージやマスタリングを使用した正しいゼロ点調整の手順をしっかりと体に叩き込み、習慣化することで、日々の測定値のズレを確実に防ぐことができます。
工具を大切に扱い、状態を常に把握しておくことが、無駄な不良品の発生を防ぎ、結果として工場の利益を守ることに繋がります。
シリンダーゲージのより詳しい取り扱い方法や、公式が推奨する測定手順については、ミツトヨの技術解説ページなども大変参考になります。
(出典:ミツトヨ公式サイト)
なお、当記事でご紹介したシリンダーゲージの校正手順やメンテナンスに関する情報は、一般的な取り扱い方法の目安を示したものです。
実際の機器の仕様や詳細な校正手順はメーカーやモデルによって異なる場合があるため、必ずお持ちの機器の取扱説明書をよくお読みください。
校正作業や調整は、ご自身の判断と責任において行っていただき、不明な点がある場合は速やかにメーカーの公式サイト等をご確認いただくか、専門の校正業者へご相談ください。