

こんにちは、測定ナビ運営者のkuniです。
機械加工やエンジンメンテナンスの現場において、穴の内径をミクロン単位で精密に測定することは非常に重要ですね。
内径の寸法管理は、わずか数ミクロンの狂いが機械部品のハメ合い精度や製品全体の組み立て寿命に決定的な影響を与えるデリケートな作業です。
このような極めて精密な穴内径の測定において、最も信頼性が高くポピュラーな測定工具として長年使われているのがシリンダーゲージです。
しかし、測定対象の穴サイズが変わるたびに、測定子や換えロッドをどのように選んで付け替えればよいのか頭を悩ませることはありませんか。
また、アンビルなどのネジ部を交換する際に、力任せに締めすぎたことで軸ズレを引き起こし、測定値がばらついてしまうトラブルも多発しています。
測定結果の信頼性を常に高く保つためには、正しい部品の選定方法と、取り付けに際する適切な物理的配慮が絶対に欠かせません。
今回は、測定対象の穴径に合わせて、換えロッドであるアンビルや微調整ワッシャーを適切に付け替える詳細な手順をわかりやすく解説します。
ネジ部の締めすぎによる軸ズレの防ぎ方や、測定子である超硬球の日常的な摩耗チェックについても言及しますので、日々の現場作業にぜひお役立てください。
- 1測定対象の穴径に適合する最適な換えロッド等
- 2アンビル交換時は締めすぎによる軸ズレやネ等
- 3測定子である超硬球の摩耗を日常的に点検し等
- 4交換後は外側マイクロメーターなどを用いて等
シリンダーゲージ測定子と測定子が摩耗する原因
シリンダーゲージによる精密な内径測定において、最も過酷に使用される部位が先端に位置する測定子です。
測定子は常にワークの金属面と直接接触し、こすれ合いながら動作するため、時間とともにどうしても摩耗が進行していきます。
このセクションでは、シリンダーゲージの測定子が摩耗する具体的なメカニズムと、その構造的特徴について詳しく解説します。
穴内径を精密に捉える超硬球の構造
シリンダーゲージの先端部に備わっている測定子の接触面には、極めて硬度の高い「超硬合金」で作られた球体(超硬球)が採用されています。
超硬合金は炭化タングステンとコバルトを混合して焼結した材料であり、焼き入れ鋼や鋳鉄といった非常に硬い金属とこすれ合っても、簡単には傷がつかない抜群の耐摩耗性を誇ります。
この測定子が「完全な球体」の一部であることは、内径測定を幾何学的に成立させるための非常に重要な意味を持っています。
測定面が球面であることにより、円筒形状をしているワークの内壁に対して、常に理論的な「点接触」で接触させることが可能になります。
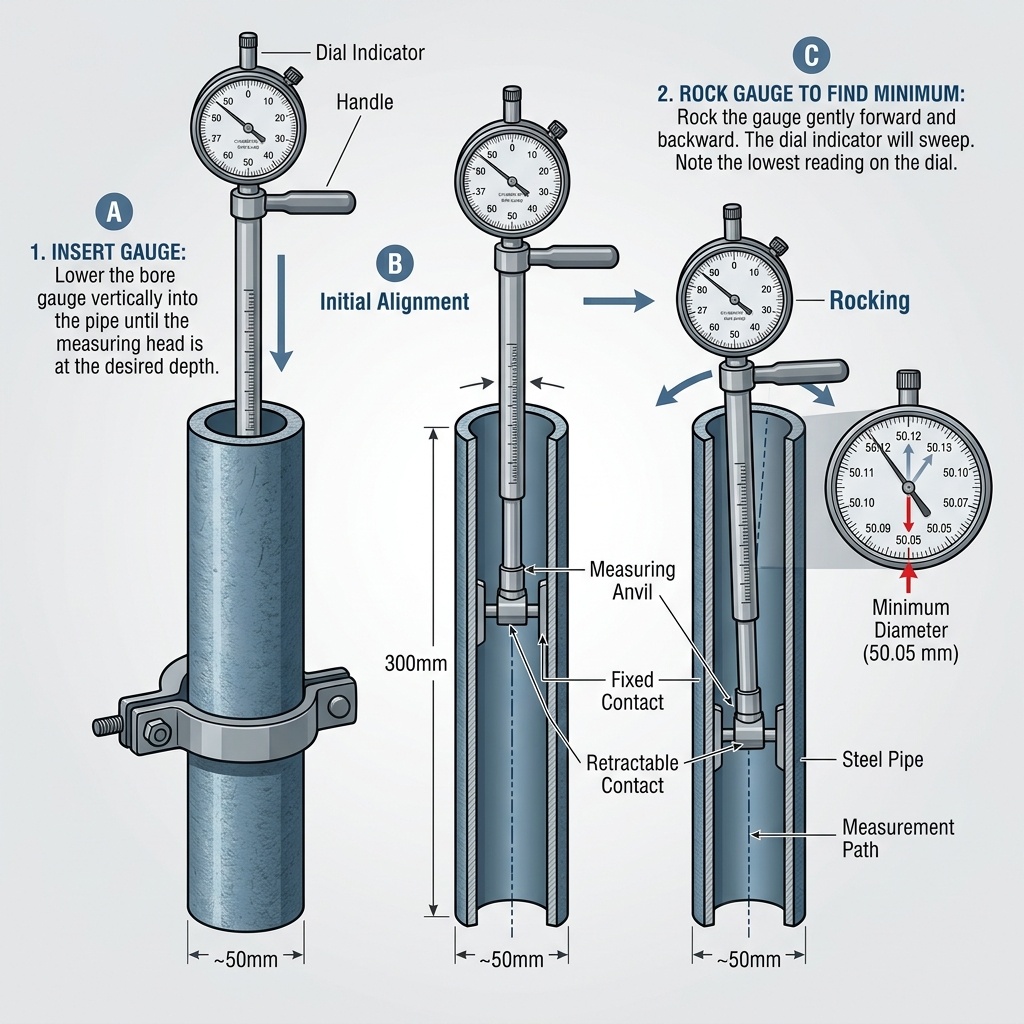
シリンダーゲージは測定時に本体を穴の中で前後に揺らしながら、ダイヤルゲージの指針が反転する極値(最小直径)を探り当てる仕組みです。
測定先端部が点接触であるからこそ、傾きによる余分な干渉を受けることなく、測定軸が穴の中心を通る瞬間を正確に検知することができます。
もし測定子の先端が平面であったり、いびつに変形していたりすれば、測定器がわずかに傾いただけで実際の寸法とは異なる変位が発生してしまいます。
さらに、球体の曲率半径(R)は小さすぎると接触部にかかる面圧が高くなりすぎてワークを傷つけてしまい、大きすぎると測定時の反転動作に伴う指針の変化が鈍くなってしまいます。
このように、硬質で滑らかな超硬球が適正な球面を維持してヘッドの先端に配置されている構造こそが、ミクロン単位の比較測定を支える物理的な基盤となっています。
シリンダゲージ測定子の摩耗が招く測定誤差
どれほど硬い超硬球であっても、何千回、何万回と測定を繰り返すことで、ワークと接触する頂点部分が少しずつ物理的に磨耗していきます。
シリンダゲージ測定子の頂点部分が摩耗すると、球体の頂点部が極めて微小な平面状に削れ、いわゆる「フラットスポット(平らな面)」が形成されてしまいます。
先端に平らな面ができると、ワークの内壁との接触状態が「点接触」から「面接触」へと変化してしまいます。
面接触になると、測定器を揺らしたときに平らな面全体がワークのR(湾曲面)に吸い付くように干渉し、本来の滑らかな反転動作が阻害されます。
その結果、ダイヤルゲージの指針が戻るべき反転点が曖昧になり、作業者によって読み取り値に数ミクロンのばらつきが生じます。
さらに、ゼロ点設定の基準として用いる平面的なゲージブロックでの合わせと、実際の湾曲したワーク内壁を測定する際の接触形態が異なるため、測定子にかかる実質的な押し込み量に差が生じます。
この接触状態の不一致は、設定時には現れない隠れた測定誤差(マイナス誤差など)を生み出し、仕上がり寸法を狂わせる原因となります。
特に、穴の真円度や円筒度を評価する際、測定子が摩耗しているとワーク表面の細かなうねり(多角形歪みなど)を正確にトレースできず、不具合を見逃してしまうリスクが飛躍的に高まります。
シリンダーゲージとノギスやマイクロメーターの測定方法の違いについては、測定工具の違いを比較した記事で解説しています。
測定子が摩耗していないか点検する簡単な方法
測定子の摩耗はわずか数ミクロンという極めて目に見えないオーダーで発生するため、肉眼でパッと確認しただけでは判別できません。
現場で手軽に行える最も効果的な点検方法は、倍率が10倍から20倍程度の精密ルーペ(拡大鏡)や実体顕微鏡を用いた、測定子先端の外観観察です。
正常な状態の超硬球であれば、光を当てたときに頂点部分の光の反射(スポット)が綺麗に一点に集まり、周囲に向かって均一になだらかに拡散します。
一方で摩耗が進んでいる測定子では、頂点の反射光が円状に広くフラットに反射したり、金属同士のこすれによる擦り傷で白く曇って見えたりします。
また、別の点検方法として「平面・曲面比較法」と呼ばれる方法も非常に有効です。
これは、事前に校正された平面のブロックゲージでゼロ設定を行った後、同一寸法の高精度な基準リングゲージ(円筒面)を測定し、指針の値にズレが生じるかを確認するテストです。
もし両者の測定値に明らかな差が見られる場合は、測定子の頂点がすでに平らに摩耗しており、曲面と平面とで接触位置が変化している決定的な証拠となります。
測定子摩耗の日常点検ステップ
- 10倍以上のルーペを使い、斜め45度から明るい照明を当てて超硬球を拡大する
- 反射光が綺麗に一点に収束しているか、あるいは円状に広がっているかを見る
- 先端部全体の光沢に曇りや筋状の摩耗痕、微小な欠けが発生していないか確認する
- 平面のゲージブロックと円筒のリングゲージでの指示値に差がないか確かめる
測定精度を守るための測定子の定期交換時期
シリンダーゲージで測定したデータの信頼性を常に維持するためには、測定子を恒久的な部品ではなく、一定期間で寿命を迎える消耗品として管理することが大切です。
交換時期の一般的な目安としては、量産加工ラインの検査などで毎日連続して使用する場合、半年に一回の頻度での交換が強く推奨されます。
特に、削り粉(スラッジ)が付着しやすい鋳鉄部品(FC材など)の加工現場や、ガラスファイバーが混入して摩耗性の強い硬質エンジニアリングプラスチックなどを測定する場合、超硬球の摩耗速度は飛躍的に早くなります。
このような過酷な環境では、3ヶ月に一回、あるいは測定回数で「5000回に一回」といったより短いサイクルで測定子を交換するルールを設けることが望ましいです。
航空宇宙分野や自動車のエンジン部品といった、許容公差が±5ミクロン以下に制限される厳しい現場では、週単位で定期交換を行う場合もあります。
また、使用上の注意点として、測定時に測定ヘッドをワークの穴に無理に押し込んだり、強い衝撃を伴って内壁にぶつけたりしないことも重要です。
超硬合金は硬い反面、急激な衝撃荷重に対して脆い特性があり、先端の超硬球が微小に欠けてしまう原因となります。
一度でも欠けが発生した測定子は、測定値を不安定にするだけでなく、ワークの平滑な仕上げ面を引っかいて線傷をつけてしまうため、発見次第すぐに新品と交換してください。
測定子のネジ部を締めすぎるデメリット
新品の測定子へ交換する際や、清掃のために一度取り外した測定子をシリンダーゲージのヘッド部へねじ込んで再装着する際には、締め付けトルクに十分注意を払う必要があります。
測定中に振動で緩んで寸法が狂うことを極度に恐れるあまり、プライヤーやレンチを用いて強い力を加え、極限まで締め込んでしまう作業者がいます。
しかし、測定子のネジ部はM2やM2.5といった非常にピッチが細く繊細なため、許容を超える力を加えるとネジ山が簡単に引きちぎれて破損します。
さらに重大なデメリットとして、ネジの過剰な締め付け力によって、シリンダーゲージの測定ヘッド(真鍮やアルミ製)自体が弾性変形または塑性変形を起こしてしまう点です。
ヘッドが数ミクロンでも歪むと、測定子の直進運動を上部のダイヤルゲージへ伝えるための内部の伝達レバーやくさび(ウェッジ)機構が圧迫され、摺動抵抗が著しく増大します。
これにより、測定子が押し込まれた後に内蔵スプリングの力で元の位置へ戻る動作がスムーズにいかなくなり、インジケータの追従性が悪化して常に不正確な指示値を表す原因になります。
ネジ締め付けの厳守事項
測定子をねじ込む際は、必ず最初は手で優しく回し、ネジ山にゴミが噛み込んでいないことを手応えで確認してください。
指先で軽く止まった位置から、付属のスパナを使い、手首の軽い力だけで「キュッ」とわずかに増し締めする程度で十分です。
トルクドライバーを使用する場合は、メーカー推奨の適正トルク(約0.1 N・m程度)を超えないように厳密に制御してください。
シリンダーゲージアンビルと換えロッドの選び方
シリンダーゲージは、測定子の反対側に「アンビル」と呼ばれる換えロッド(固定側測定端)を配置し、これを対象寸法に合わせて差し替えて使用します。
測定対象のサイズに適合する適切なアンビルと調整ワッシャーを選択し、まっすぐに取り付けることが、比較測定の精度を高める上での最重要事項です。
このセクションでは、アンビルの具体的な選び方、ワッシャーを用いた微調整、および取り付け時の軸ズレを完全に排除する手順について詳しく解説します。
測定する穴径に適合する換えロッドの選択
シリンダーゲージには、長さが異なる複数本の換えロッド(アンビル)と、それを固定するためのクランプ機構が備わっています。
ロッドの選定を始める前に、まず測定したいワークの図面や加工指示書を確認し、目標とする仕上げ穴径の設計値を正確に読み取ります。
例えば、測定目標寸法が「65mm」である場合、シリンダーゲージの標準セットの中から「65」と刻印が刻まれている換えロッドをピックアップします。
多くのメーカー品では、ロッド側面に適用可能な基準寸法がミリ単位で刻まれているため、作業前に数字を明るい場所でしっかり確認することが基本です。
もしロッドの選択を誤り、長すぎるロッドを取り付けてしまうと、測定ヘッドが物理的にワークの穴に入らず、無理に押し込もうとすればワークや測定子を破損します。
逆に短すぎるロッドを選んでしまうと、測定子を最大まで伸長させても穴の対面に届かないため、インジケータの指針が全く反応しません。
事前に測定対象となる穴径の最小値と最大値をリストアップし、それらをすべてカバーできるように同梱のロッド群から適切な長さを正確に選び出すことが、最初のステップとなります。
微調整ワッシャーとスペーサーの組み合わせ
シリンダーゲージに付属するアンビル(換えロッド)は、一般的に5mm刻みや10mm刻みなどの大まかなステップ寸法でしか用意されていません。
そのため、例えば目標寸法が「67.5mm」や「68.2mm」といった端数がある場合には、ロッド単体では目的の長さを構成することができません。
この隙間を細かく埋めて調整するために使用するのが、アンビルのネジ部にはめ込んで長さを延長する「調整ワッシャー(スペーサー)」です。
製品セットには通常、厚さが0.5mm、1.0mm、2.0mm、3.0mmといった精密に研磨仕上げされたワッシャーが同梱されています。
目標寸法が「67.5mm」の場合、65mmのアンビルを使用し、その根元に厚さ「2.0mm」と「0.5mm」のワッシャーを重ねて挟むことで、正確に67.5mmの長さを合成します。
調整ワッシャーをアンビルに組み込む際に絶対に怠ってはならないのが、ワッシャー同士の接触面およびアンビルの突き当て座面の徹底的な清掃作業です。
これらの精密な合わせ面に、微細なホコリや乾燥した防錆油、金属の切削粉などが付着したまま重ねてしまうと、それらの異物の厚みが余分に加わってしまいます。
わずか数ミクロンのゴミの噛み込みであっても、シリンダーゲージ全体の寸法が余分に長くなり、ゼロ点設定やその後の測定データに致命的な初期誤差をもたらします。
必ず取り付ける前に、毛羽立ちの少ないクリーンルーム用ワイパーや不織布にパーツクリーナーを含ませ、合わせ面を完全にクリーンな状態にしてから組み立ててください。
換えロッド交換時における軸ズレ防止の手順
換えロッド(アンビル)をシリンダーゲージのヘッド受穴に挿入し、ロックネジで締め付けて固定する際、最も気をつけなければならないのが「軸ズレ」の発生です。
アンビルがホルダーの奥までまっすぐに突き当たっておらず、ロックネジの回転トルクによって引っ張られ、わずかに斜めに傾いた状態でクランプされてしまうことがあります。
この傾きによって、可動側の測定子と固定側のアンビルを結ぶ線が、シリンダーゲージ本来の測定測定軸に対して斜めにズレる現象を軸ズレと呼びます。
軸ズレが起きた状態で内径を測定すると、穴の法線方向(中心を通る最短の直線)に対して斜めに測定子が当たるため、斜め測定による余弦誤差(コサイン誤差)が生じ、測定値が本来よりも常に大きく出ます。
軸ズレを確実に防ぎ、アンビルを完全な直進状態で固定するためには、以下の物理的手順を忠実に実行することが重要です。
軸ズレを防止するクランプ手順
- アンビル挿入部の穴内部に異物や微小なバリがないか綿棒などで事前に点検する
- アンビルを差し込み、突き当て面(座面)にしっかりと金属同士が当たるまで押し込む
- 親指でアンビルの先端をクリーンな布越しに強く押さえつけ、密着状態を完全に保持する
- アンビルがクランプネジの回転に合わせて共回りしたり浮いたりしないように固定しながら、クランプネジを規定トルクで締める
アンビルを手で固定せずにロックネジだけを回すと、ネジの先端がアンビルを押し出す力でアンビルが斜めに逃げてしまうため、必ず指先でホールドしながら作業する動作を習慣化してください。
マイクロメーターで換えロッドの長さを確認
アンビルと調整ワッシャーの装着作業が終わったら、実際のワーク測定に入る前に、そのセットアップ寸法が設計値通りに正しく構成されているか確認することが求められます。
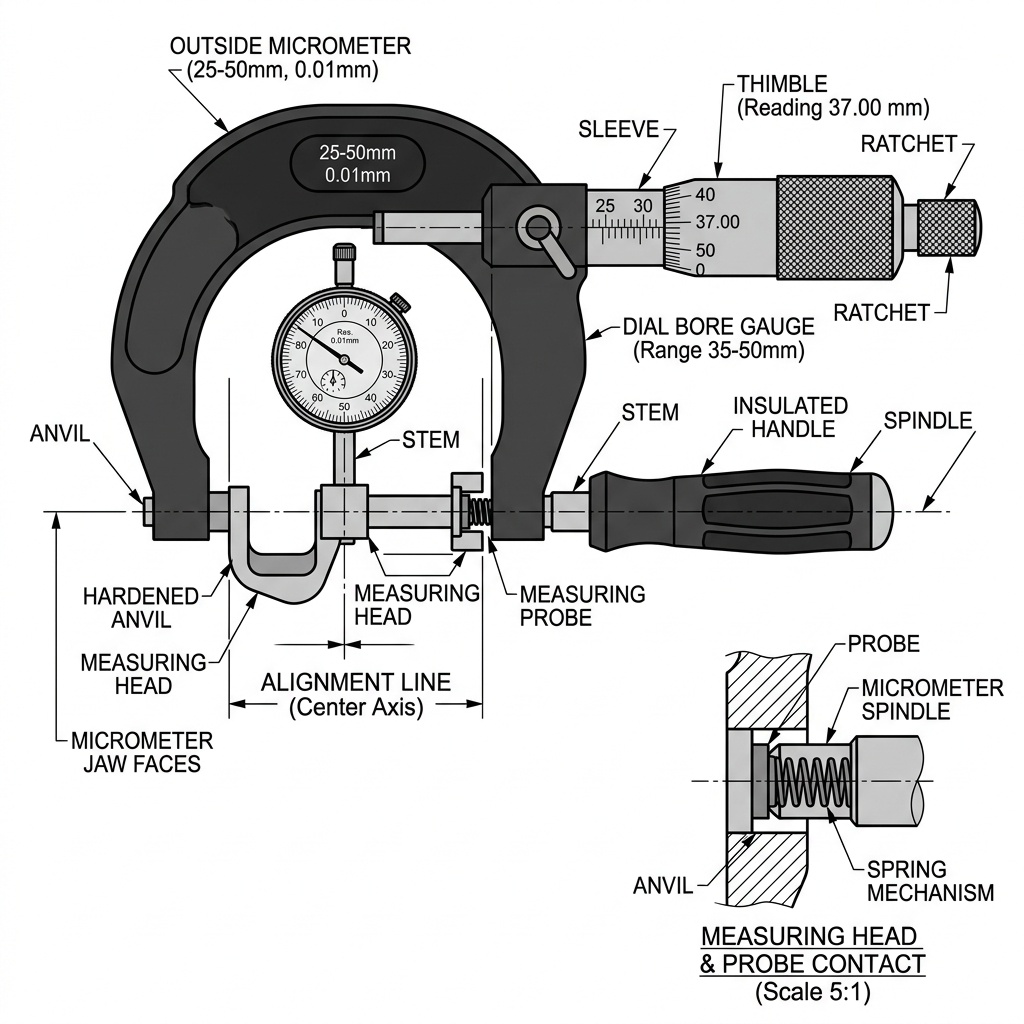
この長さ確認には、精度が十分に管理され、正しくゼロ設定が施された外側マイクロメーター(または専用のシリンダーゲージ校正器)を使用します。
まず、マイクロメーターを専用の測定スタンドに固定し、今回の目標測定寸法(例: 67.5mm)にマイクロメーターのスピンドルをセットしてクランプをロックします。
次に、組み立てたシリンダーゲージの測定ヘッドを、マイクロメーターの測定面(アンビルとスピンドルの間)にゆっくりと挿入します。
シリンダーゲージ本体を前後左右に穏やかに傾けながら、ダイヤルゲージの指針の動きを注意深く観察し、指針が最も戻った反転点(最小値を示す位置)を見つけます。
この反転点において、ダイヤルゲージの指針が目盛板の「0」を正確に指すように、ダイヤルゲージの外枠を回転させてゼロ設定を行います。
この確認プロセスを必ず行うことで、例えば「アンビルの選択を1サイズ間違えていた」「ワッシャーを重ね間違えていた」「ゴミが噛み込んで寸法が浮いていた」といった組み立て段階のミスを、測定前に漏れなく発見することができます。
基準寸法を測定するための外側マイクロメーターの選定でお悩みの方は、おすすめのマイクロメーターに関する記事をご参照ください。
交換時のトラブルを防ぐシリンダゲージ換えロッド
シリンダーゲージによる穴内径の測定は、わずか数ミクロンの差が工作物の良否や安全性を左右する極めて精緻な作業です。
測定対象のサイズに合った換えロッド(アンビル)や調整用スペーサーワッシャーを正しく選定し、一切の妥協なく丁寧に組み立てることが、高精度な測定値を安定して得るための大前提です。
アンビル交換時のネジの締め付け力管理や軸ズレの防止、測定子である超硬球のルーペを用いた摩耗点検といった日常の地道な確認作業こそが、測定器のトラブルを未然に防ぎます。
また、これらの基本手順をしっかりと実践することで、作業者によるデータのばらつきを抑え、工場全体の品質管理レベルの向上へ貢献することができます。
各ステップでの手順を社内の標準作業書に盛り込み、常に高い測定精度を維持できる環境を整えていきましょう。
内径測定の基準として使う内側マイクロメーターの選び方については、内側マイクロメーターの解説記事で詳しく説明しています。
(出典:ミツトヨ公式サイト)
なお、部品の交換作業や測定器の調整を行う際は、メーカーの取扱説明書を必ず事前によくご確認ください。
測定結果に基づいた判断や作業については、すべてご自身の自己責任において行っていただきますようお願い申し上げます。