

こんにちは、測定ナビ運営者のkuniです。
内径の精密測定に欠かせないシリンダーゲージですが、その目盛りの読み方に戸惑った経験はありませんか。
特に、ダイヤルゲージの長針が右に振れたときと、左に振れたときで、数値のプラスマイナスが逆になる仕組みは、初心者にとって最初の大きな壁になります。
実務や検定試験で迷わず正しく数値を読み取るためには、実際の目盛りを想定した復習と反復練習がもっとも効果的です。
そこで今回は、シリンダーゲージの読み方をマスターするための初心者向けテストと、その解答プロセスについて分かりやすくレクチャーします。
- 1測定子が縮むと長針が右に回りマイナス測定等
- 2測定子が伸びると長針が左に回りプラス測定等
- 3目盛りの最小読取値である0.01mmの掛等
- 4実際の数値を想定した練習問題で読み取り手等
シリンダーゲージの目盛りを読み取る練習問題を解く前に、まずはシリンダーゲージの基本的な仕組みと、なぜ目盛りの振れによって数値がプラスマイナスに変化するのかを整理しておきましょう。
シリンダーゲージは、あらかじめマイクロメーターなどで設定した「基準寸法」からのズレを測定する比較測定器です。
そのため、目盛り単体では絶対的な数値を表しておらず、基準寸法に対してどれだけ大きいか、あるいは小さいかを示しています。
この比較測定の考え方を理解することが、正しい読み取りへの第一歩となります。
比較測定の概念を曖昧にしたまま測定に入ってしまうと、目盛りの読み取りミスを引き起こしやすくなります。
測定値が絶対値ではなく「ズレの量」を示しているという意識を常に持つことが大切です。

測定器の基本構造とダイヤルゲージの見方
シリンダーゲージは、測定対象の内径に挿入する「測定ヘッド」、手で保持する「断熱グリップ」、そして測定値を指示する「ダイヤルゲージ」の3つの主要な部分から構成されています。
測定ヘッドの先端には、実際に内径の壁面に接触する「測定子」と、中心位置を決めるための「自動求心ガイド」が備わっています。
測定者が測定ヘッドを内径に挿入すると、壁面によって測定子が押し込まれ、その動きが内部のロッドを介してダイヤルゲージのスピンドルへと伝わります。
ダイヤルゲージはスピンドルの直線的な動きを歯車で回転運動に変換し、長針と短針によって数値を拡大表示する仕組みです。
測定子はスプリングの力によって常に外側に押し広げられる方向にテンションがかかっています。
このテンションと内径の壁面とのバランスによって、正確な測定が行われます。
シリンダーゲージの基本的な使い方は、シリンダーゲージの使い方についての記事で確認できます。
基準寸法と目盛りの関係を理解する重要性
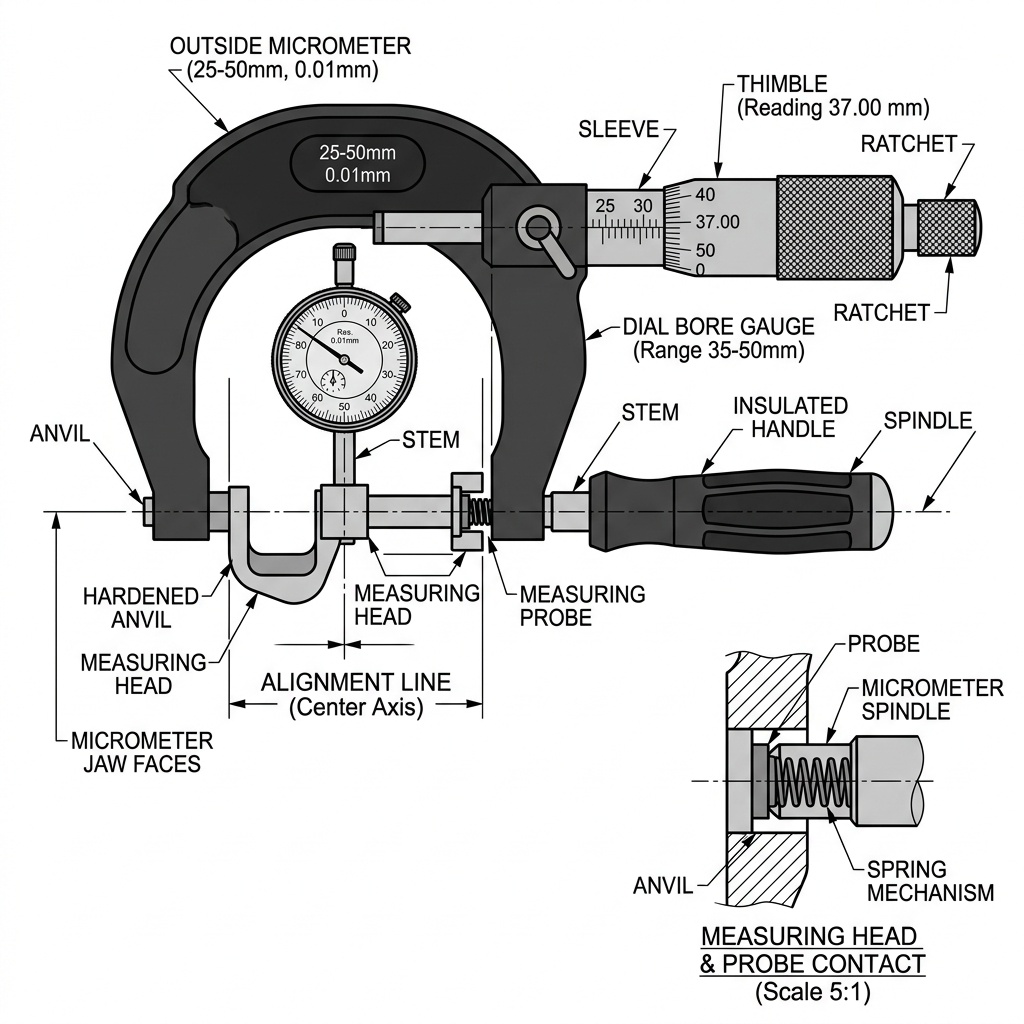
シリンダーゲージで測定を行うには、測定前に必ず「基準寸法」を設定する作業が必要になります。
たとえば、内径が50mmのワークを測定する場合、まず外側マイクロメーターなどを50.00mmに設定し、その測定面の間にシリンダーゲージを挟み込んでダイヤルゲージの目盛りを「ゼロ」に合わせます。
この基準寸法の合わせ込みを「ゼロ点合わせ」または「マスター合わせ」と呼びます。
ゼロ点合わせが行われた状態を基準とし、実際のワークの内径を測定したときに長針がゼロからどちらにどれだけ動いたかによって、基準寸法との差を割り出します。
この基準寸法設定がずれていると、その後の測定すべてにおいて一定の誤差が乗り続けることになります。
そのため、基準寸法との関係を正しく把握し、正確なマスター合わせを行うことが極めて重要です。
ゼロ合わせについては、シリンダーゲージのゼロ合わせについての記事で手順を詳しく解説しています。
ダイヤルゲージの長針と短針の役割
シリンダーゲージに取り付けられているダイヤルゲージには、大きな文字盤を回る「長針」と、小さな文字盤を回る「短針」があります。
標準的なダイヤルゲージの場合、長針の最小目盛りは0.01mmであり、長針が1回転すると1.0mm移動します。
短針は、長針が何回転したかを示す役割を持っており、通常は1目盛りが1.0mmを表しています。
シリンダーゲージのゼロ点合わせを行う際は、短針が所定の位置(通常は1mmまたは2mm押し込まれた位置)を指すように調整します。
これは、測定ヘッドがワークに挿入されたときに、測定子が引っ込む方向と伸びる方向の両方の変化をカバーできるようにするためです。
実際の測定時には、短針が基準位置から大きくずれていないかを確認した上で、長針がゼロからどれだけ振れたかを細かく読み取っていきます。
長針の指す位置がゼロからわずかにずれているだけでも、短針の位置を確認することで大まかな変化量を捉えることができます。
プラス側へ振れたときの目盛り読み取りテスト
それでは、具体的な練習問題を通じて、シリンダーゲージの読み方をテスト形式で学んでいきましょう。
まずは、測定する内径が基準寸法よりも「大きい」場合、すなわちプラス側へ振れたときの読み取りテストです。
【練習問題1】
基準寸法:50.00mm
短針の指示:基準位置と同じ(変動なし)
長針の動き:ゼロから左(反時計回り)へ「15目盛り」振れた
このときの測定値を求めてください。
解答と解説をステップ順に進めます。
まず、長針が「左(反時計回り)」に振れていることに注目します。
シリンダーゲージの構造上、測定対象の内径が基準寸法より大きくなると、測定ヘッドの測定子が外側へ伸びます。
測定子が伸びると、ダイヤルゲージのスピンドルが下がります(伸び出します)。
スピンドルが下がると、ダイヤルゲージの長針は左(反時計回り)に回転します。
したがって、長針が左に振れた場合は「プラス(基準寸法より大きい)」を意味します。
長針の振れ幅は15目盛りですので、計算式は以下のようになります。
振れ量 = 15目盛り × 0.01mm = 0.15mm
基準寸法が50.00mmであり、測定値はプラスになりますので、最終的な計算は次の通りです。
測定値 = 50.00mm + 0.15mm = 50.15mm
正解は「50.15mm」です。
測定子が引っ込んでいない(内径が広がっている)ため、針が反時計回りに動く機構をイメージすると、直感的にプラスと理解できるようになります。
【練習問題2】
基準寸法:35.00mm
短針の指示:基準位置と同じ
長針の動き:ゼロから左(反時計回り)へ「8目盛り」振れた
このときの測定値を求めてください。
こちらも同様の手順で考えてみましょう。
長針が左(反時計回り)に振れているため、内径が基準より大きいプラス測定となります。
振れ幅は8目盛りですので、ズレの量は次のようになります。
振れ量 = 8目盛り × 0.01mm = 0.08mm
基準寸法の35.00mmにこの数値を足し合わせます。
測定値 = 35.00mm + 0.08mm = 35.08mm
正解は「35.08mm」になります。
針が10目盛り未満の小さな動きのときは、特に目盛りのカウントミスに注意してください。
ゼロから数えて何番目の目盛り線上にあるかを丁寧に見極めることが大切です。
マイナス側へ振れたときの目盛り読み取りテスト
次に、測定する内径が基準寸法よりも「小さい」場合、すなわちマイナス側へ振れたときの読み取りテストを行います。
【練習問題3】
基準寸法:50.00mm
短針の指示:基準位置と同じ
長針の動き:ゼロから右(時計回り)へ「12目盛り」振れた
このときの測定値を求めてください。
解答と解説を確認しましょう。
今回は、長針が「右(時計回り)」に振れています。
測定対象の内径が基準寸法より小さくなると、測定ヘッドの測定子が押し込まれ、縮んだ状態になります。
測定子が押し込まれると、内部ロッドを介してダイヤルゲージのスピンドルが押し上げられます。
スピンドルが押し上げられると、ダイヤルゲージの長針は右(時計回り)に回転します。
つまり、長針が右に振れた場合は「マイナス(基準寸法より小さい)」を意味します。
長針の振れ幅は12目盛りですので、計算は次のようになります。
振れ量 = 12目盛り × 0.01mm = 0.12mm
基準寸法が50.00mmであり、測定値はマイナスになりますので、最終的な計算は次の通りです。
測定値 = 50.00mm - 0.12mm = 49.88mm
正解は「49.88mm」です。
ダイヤルゲージ単体で見ると、時計回りの回転は数値の増加(プラス)を意味しますが、シリンダーゲージに組み込まれると内径の減少(マイナス)になるという反転構造を強く意識してください。
【練習問題4】
基準寸法:80.00mm
短針の指示:基準位置と同じ
長針の動き:ゼロから右(時計回り)へ「25目盛り」振れた
このときの測定値を求めてください。
右に振れた場合のもう一つの練習問題です。
長針が右に振れているため、内径が基準寸法より小さいマイナス測定です。
振れ幅は25目盛りですので、計算は以下の通りです。
振れ量 = 25目盛り × 0.01mm = 0.25mm
基準寸法の80.00mmから、この値を引きます。
測定値 = 80.00mm - 0.25mm = 79.75mm
正解は「79.75mm」となります。
目盛りが20を超えると、引き算の計算ミスも発生しやすくなります。
筆算などを活用し、落ち着いて引き算を処理しましょう。
ダイヤルゲージ単体で数値を読む場合、右回りはプラスを示しますが、シリンダーゲージとして内径を測る場合は「右回りがマイナス(小さい)」になります。この反転関係がもっとも間違えやすいポイントですので、しっかりと頭に叩き込んでおきましょう。
指示値がゼロのときの読み取り手順
もし測定時に、ダイヤルゲージの長針がゼロをピッタリ指した場合は、どのような読み取りになるでしょうか。
長針の振れがゼロということは、基準寸法からのズレが全くない状態を意味します。
したがって、測定値は基準寸法そのものになります。
たとえば基準寸法が50.00mmで、長針の振れがゼロであれば、測定値は50.00mmです。
この場合は計算の必要はありませんが、短針が基準位置からずれていないことを必ず確認してください。
もし短針が大きくずれている場合は、測定ヘッドが傾いていたり、異常な押し込み発生している可能性があるため、測定をやり直す必要があります。
また、ワークの挿入時に長針が一度も振れずにゼロを指している場合、そもそも測定子がワークの内径に接触していない(スカスカな状態)可能性もあるため注意が必要です。

シリンダーゲージの目盛りの練習で上達する
シリンダーゲージの目盛り読み取りを完全にマスターし、実務でスムーズに使いこなすためには、日々の練習をどのように進めていけばよいのでしょうか。
ここでは、より実践的な読み取りのステップと、ミスを防ぐための具体的なテクニックについて詳しく解説していきます。
ダイヤルゲージ単体の目盛りの読み方練習については、ダイヤルゲージ読み方の練習問題を参照するとより理解が深まります。
正確に数値を読み取るための手順と流れ
シリンダーゲージの測定作業において、目盛りを読み取る際の一連の流れを整理します。
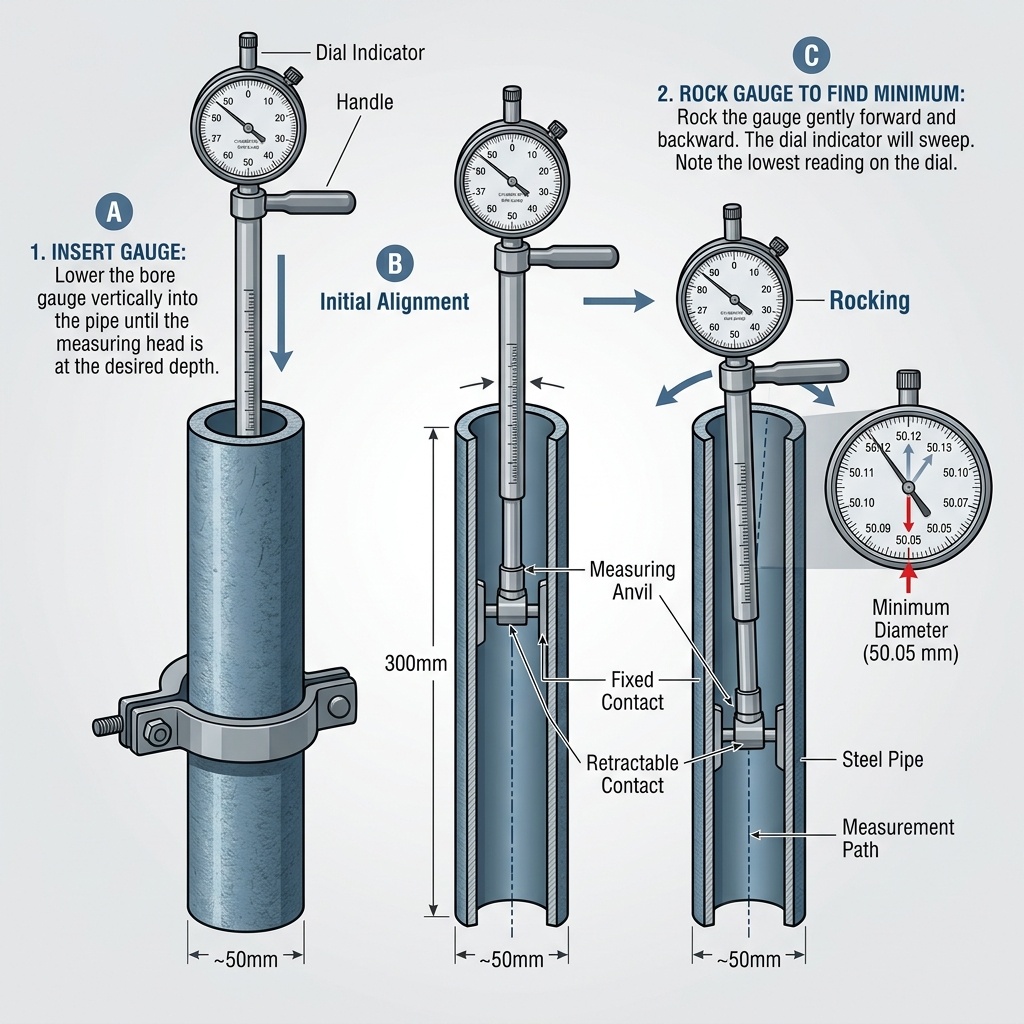
まず、測定ヘッドを傾けずにワークの内径へまっすぐ挿入します。
挿入後、シリンダーゲージのグリップをゆっくりと前後に揺すります(スイングさせます)。
ゲージを揺すると、ダイヤルゲージの長針が回り、ある位置で反転して戻っていきます。
この長針がもっとも押し込まれた位置、すなわち「反転する極値」を読み取ります。
長針が反転する位置こそが、内径の直径(最小値または最大値)を示すポイントとなるためです。
具体的には、ゲージがワークの中心軸に対して完全に垂直になった瞬間、測定子の押し込み量が最も少なく(内径の直径に一致)なり、針が極値を指します。
反転位置の目盛りを正確に読み取り、そこから基準寸法に対するプラス・マイナスの計算を行います。
この揺すり動作と反転位置のキャッチが、シリンダーゲージ測定におけるもっとも重要な手順になります。
誤差を減らすシリンダーゲージの読み取りのコツ
シリンダーゲージの測定誤差を最小限に抑え、素早く正確に読み取るためのいくつかのコツを紹介します。
1つ目のコツは、ダイヤルゲージの文字盤を正面から垂直に見つめることです。
斜めの角度から目盛りを見ると、視差(パララックス)によって針の指す位置が1目盛り近くずれて見えることがあります。
必ず目盛り板に対して視線を直角に合わせる習慣をつけてください。
2つ目のコツは、測定器の保持方法です。
測定時は必ず「断熱グリップ」の部分を持つようにし、測定ヘッドのロッドやダイヤルゲージのステムに直接触れないようにします。
人の体温が測定器の金属部分に伝わると、熱膨張によって数値を変化させてしまい、測定誤差の原因になります。
特に冬場などは、冷えた測定器に手の温もりが伝わることで数ミクロンレベルの誤差が簡単に発生してしまいます。
3つ目のコツは、ダイヤルゲージの動きがスムーズであるかを事前に確認しておくことです。
スピンドルの動きに引っかかりがあると、測定子の動きが正確に伝わらず、実際の寸法と異なる値を指してしまいます。
測定前にスピンドルを軽く手で押し込み、スムーズに戻るかを確認してください。
測定時に発生しやすい間違いと注意点
初心者の方がシリンダーゲージを使用する際、特によくやってしまう間違いがいくつかあります。
もっとも多いのが、長針の回転方向の確認ミスです。
長針が右に回ったのか、左に回ったのかを見落としたまま、感覚だけで計算を行ってしまうケースです。
測定ヘッドをワークに挿入する際、針がどちらに向かって動いて停止したのか、その挙動を注意深く観察する習慣をつけてください。
また、ダイヤルゲージがシリンダーゲージ本体にしっかりと固定されていないことも、大きなエラーを引き起こします。
クランプねじが緩んでいると、測定のたびにダイヤルゲージの位置がずれてしまい、再現性のある測定が不可能になります。
測定前には、各ネジ部が確実に締まっているかを確認してください。
さらに、測定子の先端部分に油汚れや切り粉などの異物が付着していると、その厚み分だけ測定値が小さく(内径が小さく)出てしまいます。
測定前には測定子をきれいなウエスで拭き取ることも徹底しましょう。
測定面が摩耗していないか、変形していないかも測定前に視認チェックすることが大切です。

定期的な校正とゼロ点合わせの方法
シリンダーゲージの測定精度を維持するためには、定期的な器具の校正と、日常の正確なゼロ点合わせが不可欠です。
校正作業では、基準器であるリングゲージや、外側マイクロメーターを用いて、シリンダーゲージ全体の器差を確認します。
長年使用していると、測定ヘッドのアンビル(換えロッド)の先端が摩耗し、測定値に偏りが出ることがあります。
日常のゼロ点合わせの際にも、基準器の状態が良好であることを必ず確認してください。
基準となるマイクロメーターのアンビルやスピンドルにゴミが付着していると、それだけで数ミクロンの誤差が発生します。
具体的なゼロ点合わせの手順としては、まずマイクロメーターを設定寸法に固定し、スタンドに垂直に保持します。
その後、シリンダーゲージの測定ヘッドをマイクロメーターの測定面に入れ、最小値を指すポイント(反転位置)でダイヤルゲージの外枠を回してゼロに合わせます。
測定に使用する器具は常に清掃し、クリーンな状態でゼロ点合わせを行うことが、誤差を生まない基本ルールです。
シリンダーゲージの正しい仕様や校正に関しては、測定器の一次情報として株式会社ミツトヨ公式サイトの情報を確認することをおすすめします。
シリンダーゲージの読み方の練習問題まとめ
今回は、シリンダーゲージの読み取りにおける基本ルールと、初心者がつまずきやすいプラス・マイナスの振れ幅について練習問題を用いて解説しました。
おさらいをすると、シリンダーゲージで測定する際、長針が左(反時計回り)に振れたら基準より「大きい(プラス)」、右(時計回り)に振れたら「小さい(マイナス)」となります。
この関係さえしっかりと整理しておけば、どのような練習問題や実務の現場であっても、落ち着いて正確な数値を導き出すことができます。
最初は難しく感じるかもしれませんが、繰り返し目盛りを読むことで、直感的に計算ができるようになります。
また、測定誤差を防ぐためには正しい姿勢や測定器の正しい保持方法、事前のメンテナンスなどが非常に大切です。
大切なワークを正確に測定するためにも、日々の練習を積み重ねて測定スキルを向上させていきましょう。
なお、実際の測定作業の際には、使用するシリンダーゲージの取扱説明書を必ず確認し、メーカーが推奨する手順や注意点を遵守して自己責任で作業を行ってください。
測定器の正しい仕様や最新の情報については、メーカーの公式サイトなどを併せて確認するようにしてください。