
こんにちは、測定ナビ運営者のkuniです。
機械加工やエンジンのシリンダーブロックのメンテナンスにおいて、内径の測定は品質を左右する極めて重要な作業です。
ただ単に穴の直径を測るだけでなく、その穴が本当にきれいな丸型をしているのか、あるいは歪んでいないかを確認する必要があります。
特に、長期間にわたり摩擦や熱にさらされた部品は、特定の方向へ引き延ばされるように変形してしまうことがあります。
また、穴の深さ方向に対して、先細りや先広がりといった傾斜が生じることも珍しくありません。
このような穴の幾何学的な崩れを正確に検出するのに欠かせない測定器が、シリンダーゲージです。
今回の記事では、シリンダーゲージを用いて穴の変形(楕円)やテーパー(先細り)を検出するための、測定箇所の選定ルールと、形状変化を正しく算出する手順を詳しく解説します。
- 1同一断面で直交する二つの方向を比較する楕等
- 2測定面に対して常に直角かつ中心線上に測定等
- 3異なる深さで複数の箇所を繰り返し測定する等
- 4ダイヤル目盛りの最大変位点から正確な幾何等
このセクションでは、シリンダーゲージを使用して内径の真円からのズレや楕円変形を正確にチェックするための手法について、基礎から具体的な手順までを網羅して説明します。
シリンダーゲージは、基準となる内径寸法に対するわずかな寸法差を、ダイヤル目盛りによって拡大して読み取る精密機器です。
一般的に、ボア内の変形を評価する場合には、真円度という幾何偏差の概念をしっかりと把握しておく必要があります。
ワークに発生している歪みを数値化するためには、測定すべき箇所を適切に設定し、正しい力加減でアプローチさせることが前提となります。
特に、穴の断面が引き延ばされるように歪む楕円状の変形は、シリンダーゲージの二点接触方式のメリットを最大限に活かせるポイントです。
まずは、真円度の測定に必要な知識から順を追って確認していきましょう。
真円度を測るための基礎知識
真円度とは、対象物がどれだけ完璧な丸(幾何学的に正しい円)に近いかを表す度合いのことです。
どんなに高度な工作機械を用いて加工された穴であっても、肉眼では捉えられないわずかな歪みが必ず存在します。
内径の真円度が悪化すると、例えばピストンなどの摺動部品を挿入した際に局所的な引っかかりや焼き付きを引き起こします。
シリンダーゲージは、測定子の往復ストロークをダイヤルの指針に伝えることで、ミクロンレベルの偏心や歪みを検出可能です。
単一の方向だけの内径測定では、この丸みの崩れを特定できないため、複数方向からの寸法の差を求めるアプローチが必須となります。
楕円の測定に必要なシリンダーゲージの準備
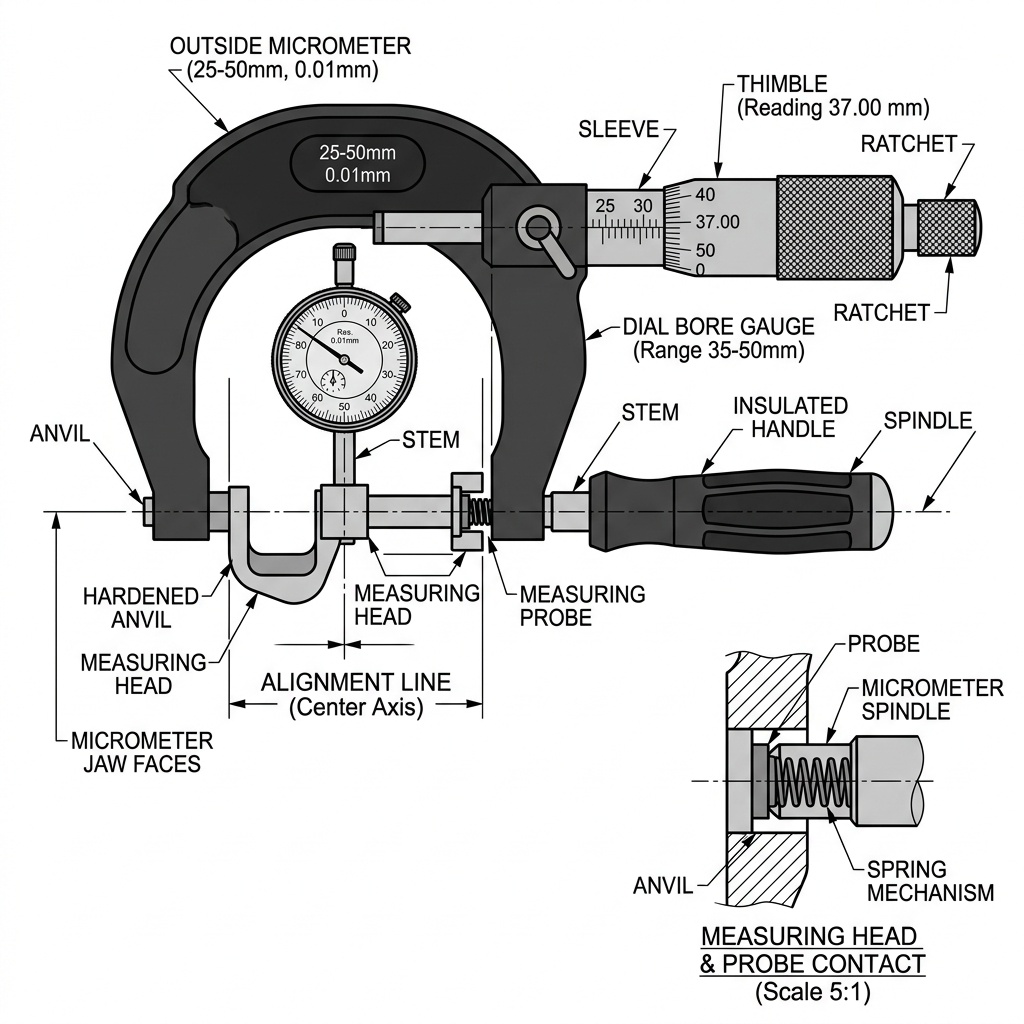
楕円変形を正確に検出するためには、まずシリンダーゲージ本体のゼロ点調整を完璧に終えておくことが大前提です。
測定するボアの設計寸法に合わせた換えロッドとワッシャを取り付け、外側マイクロメータ等でゼロ基準を設定します。
詳細なゼロ点調整の技術については、シリンダーゲージのゼロ点調整方法を解説した記事が非常に役立ちます。
ダイヤルゲージ本体をシリンダーゲージのステム部分に差し込む際は、スピンドルがスムーズに作動するように適度な位置で固定します。
このとき、締め付けクランプを強く締めすぎるとスピンドルの摺動が固くなり、微小な変形を拾えなくなるので注意しましょう。
内径測定で発生する楕円変形の原因
穴の断面が楕円に変形してしまうのには、加工時や使用時のいくつかの明確な物理的要因が存在します。
代表的な原因としては、工作機械のチャックで円筒ワークを締め付ける際の過剰なクランプ圧が挙げられます。
強くクランプしたまま穴を削り、加工後に固定を緩めると、金属の弾性変形によって加工部が楕円形に戻ってしまいます。
また、熱処理の際の冷却スピードのムラや、金属の内部に残った残留応力が解放されることで経時的に歪むケースもあります。
さらに、エンジンシリンダーなどのように、特定の往復動圧を受ける部品では、方向性を持った摩耗が生じて楕円化が進行します。
測定箇所と測定点の正しい選定ルール
楕円変形を数値化するためには、測定を行う断面において「直交する二つの方向」を測ることが選定ルールです。
例えば、円形の断面に対して、まず任意の基準軸方向を測定し、その位置から正確に九十度回転させた位置を測定します。
測定する角度が九十度から傾いてしまうと、楕円の長径(最も大きい径)と短径(最も小さい径)の差分を正確に捉えられません。
また、測定のたびにヘッドを挿入する深さが異なってしまうと、軸方向の形状変化が混ざってしまうため注意が必要です。
ボアの入口付近に測定点をマークしておくか、ストッパーを利用して、常に同じ平面内で九十度の測定を行えるように管理しましょう。
ダイヤルゲージの目盛りの正確な読み取り方
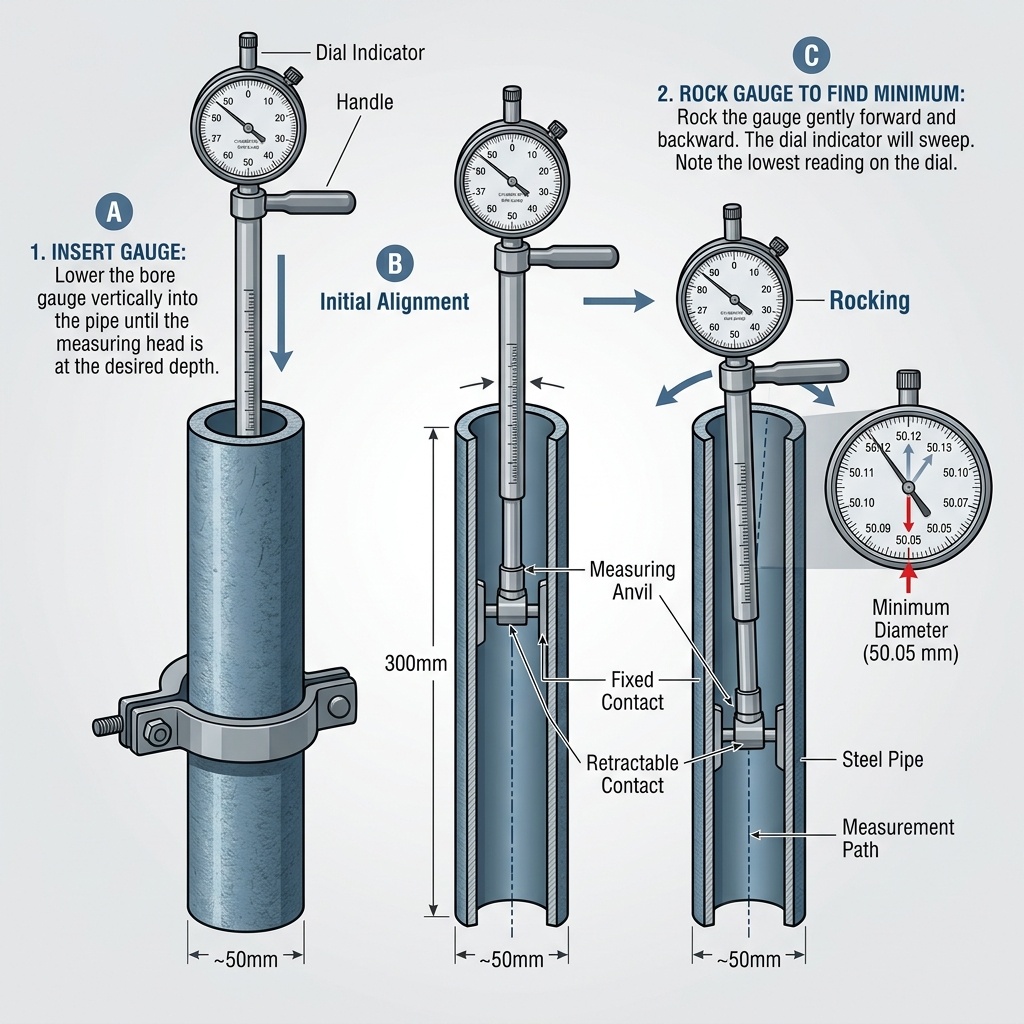
シリンダーゲージの測定では、ダイヤルの指針が最も右に振れて折り返すポイントを読み取ることが極めて重要です。
シリンダーゲージを穴の内部で前後へゆっくりと揺すり、ダイヤルゲージの長針の最高到達位置(極値)を注視します。
この針の動きと目盛りの関係性については、シリンダーゲージのダイヤル目盛りの読み方を解説した記事で基礎を学ぶとスムーズです。
基準寸法にゼロを合わせたベゼルに対して、針がプラス側に振れているか、マイナス側に振れているかを正しく読み分けます。
指針を読み取る際は、斜めからメーターを見つめると視差による目盛りのズレが発生するため、必ず正面から確認する習慣をつけます。
測定値から真円度を正しく計算する手順
同一の断面において、直交する二つの方向で得られた二つの測定値から、楕円の度合いを計算する手順に移ります。
例として、基準マイクロメータで設定した基準寸法を「50.000ミリ」と定義します。
一方向目の測定で得られたダイヤルの指示値が「プラス0.012ミリ」だった場合、その方向の実寸法は「49.988ミリ」となります。
次に、同じ深さで九十度回転させた二方向目の指示値が「マイナス0.008ミリ」であれば、実寸法は「50.008ミリ」です。
この場合の真円度は、最大直径(50.008ミリ)と最小直径(49.988ミリ)の差の半分、あるいは単に直径の最大差として計算されます。
一般的な品質管理の現場では、この直交する二つの測定値の差である「0.020ミリ」を楕円量として管理値に用いるのが標準的です。
このセクションでは、穴の深さ方向における摩耗や形状崩れである「テーパー」や、三次元的な崩れである「円筒度」の測定アプローチを説明します。
真円度が一つの平面内における丸みの評価であるのに対し、円筒度は軸線方向を含めた円筒全体の形状精度を表します。
穴が奥に進むにつれて狭くなるテーパー(先細り)や、逆に広くなる現象は、シリンダーゲージで検出できる重要な不具合です。
穴の各深さで複数の真円度測定を組み合わせることにより、三次元的な歪みの傾向をデータ化することが可能となります。
特に長い穴や深穴を加工した際には、ドリルやボーリングバーの逃げによって、テーパーや樽型の歪みが生じやすいです。
ここからは、円筒度の正しい算出と、深さごとの多点測定におけるコツについて具体的に掘り下げていきます。
円筒度を正しく理解するためのポイント
円筒度とは、三次元的な円筒形がどれだけ幾何学的に正しい完全な円筒に近いかを示す指標のことです。
円筒度は、すべての断面における真円度(円の崩れ)と、軸線方向における直線度(傾きや曲がり)の両方の要素を内包します。
したがって、ある断面での直径がどこを測っても同じ寸法であっても、軸線が曲がっていれば円筒度は悪いという評価になります。
シリンダーゲージを用いた簡易的な円筒度評価では、穴の深さと角度をそれぞれ複数箇所変えて多点測定を重ねます。
これにより、穴全体の歪みのボリュームや、どのエリアに変形が集中しているかを明確に可視化することができます。
テーパー状の摩耗を検出する測定のコツ
テーパー状の変形を漏らさず検出するためのコツは、シリンダーゲージをボアの軸線に対して常に垂直に保持することです。
ボアの奥深くへゲージを差し込む際、手が傾いてしまうと測定子が穴の直径線から外れ、誤差が生じやすくなります。
シリンダーゲージの基本的な保持姿勢や挿入手順については、シリンダーゲージの正しい使い方を網羅した記事を確認しておきましょう。
特に、穴の最深部を測定する際はガイド板がボアの奥壁に当たらないよう、適切な隙間を確保しながら指先で水平を維持します。
また、深さごとの測定を行う前に、ロッドにビニールテープ等で目印のラインを貼っておくと、深さの管理が格段に簡単になります。
異なる深さでの多点測定を行う手順
テーパーと円筒度のデータを揃えるためには、測定対象の深さを「上部・中部・下部」の最低三断面に分類します。
まず、ワークの穴の最上部(入口から約5〜10ミリの位置)にて、直交するA方向とB方向の二点の内径差を読み取ります。
次に、ヘッドを中部の深さまで静かに進め、同じくA方向とB方向の測定を行い、それぞれ記録していきます。
最後に、最下部(底面から手前約5〜10ミリの位置)において、同一の角度関係を維持しながらA方向とB方向を測ります。
このようにして、合計三断面で計六箇所の指示値データを収集することが、多点測定を行う際の標準的なプロセスです。

測定データから円筒度を計算する方法
収集した六箇所の測定指示値から、円筒度およびテーパーの傾向を算出する計算方法について説明します。
得られた指示値の中で、最もプラス側に大きく振れた値(実寸法が最も小さい点)と、最もマイナス側に振れた値(実寸法が最も大きい点)を探します。
例えば、得られた六点の実寸法データが、最小値「49.982ミリ」から最大値「50.016ミリ」の範囲に分布していたとします。
このときの単純な最大寸法差は、最大値(50.016ミリ)マイナス最小値(49.982ミリ)により「0.034ミリ」と算出されます。
円筒度を厳密に評価する目安として、この最大寸法差の半分である「0.017ミリ」を形状偏差として評価値に適用します。
また、各深さの平均径を比較することで、上部から下部にかけて穴がどれだけ先細りしているか(テーパー量)を個別に評価することも可能です。
このセクションでは、今回のテーマである真円度と円筒度の測定プロセス全体を整理し、実務で失敗しないための最終チェックを行います。
まとめシリンダーゲージでの真円度測定
シリンダーゲージを用いた穴の楕円変形やテーパーの測定は、製品の信頼性と長寿命化を支える極めて重要な検査手順です。
正しい測定箇所の選定ルールを守り、直交する角度や深さごとの多点測定を徹底することで、微細な形状の変化を漏らさず数値化できます。
測定時の指針のわずかなブレや変動に対しても、器具の正しい保持姿勢を保ち、折り返し点を正確に読み取ることがポイントです。
測定前後の器具のお手入れや、室温環境の安定化といった細やかな配慮を行うことで、測定データの再現性と精度はさらに向上します。
(出典:日本産業標準調査会(JISC)『JIS B 7515』シリンダゲージ規格)
なお、工作物の材質や要求される公差の条件は個別のワークごとに大きく異なります。
実際の測定にあたっては、必ず使用する測定器の取扱説明書を熟読し、メーカー推奨の手順を事前によくご確認ください。
最終的な合否判定基準の設定や測定方法の適用については、設計仕様に基づきユーザー皆様の自己責任にてご判断いただきますようお願いいたします。